Тел.: +86-18025912990 |Электронная почта: wst01@winsharethermal.com
Блог
 Pусский
Pусский
Просмотры:1 Автор:Pедактор сайта Время публикации: 2023-05-29 Происхождение:Работает
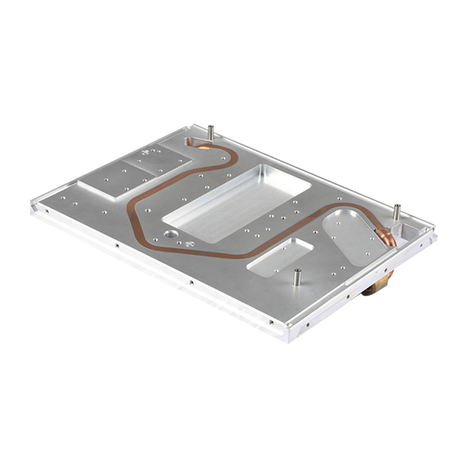
Пластина жидкостного охлаждения является обычным компонентом промышленных систем охлаждения.Мы все хотим оснащать наши проекты высококачественными холодные тарелки и эффективные системы отвода тепла, чтобы наше оборудование могло поддерживать хорошие рабочие условия в течение длительного времени.Тем не менее, стремление к эффективному рассеиванию тепла не означает, что вы должны использовать лучшие материалы и тратить самую высокую цену.Есть разные способы сэкономить на кастомизации при производстве охлаждающих панелей.В этой статье, производитель холодных тарелок Winshare поделится с вами двумя способами снижения затрат на настройку холодных тарелок.


Лучше всего использовать экструзии и отливки, когда это возможно, чтобы минимизировать время обработки и снизить затраты.Экструзия — это процесс проталкивания металла через матрицу для создания объекта с фиксированным поперечным сечением.Матрицы для новых профилей недороги, а размеры профилей ограничены шириной примерно 9 дюймов (22,86 см).Толщина стенки экструзии должна быть относительно одинаковой, а любые каналы или элементы должны быть прямыми.
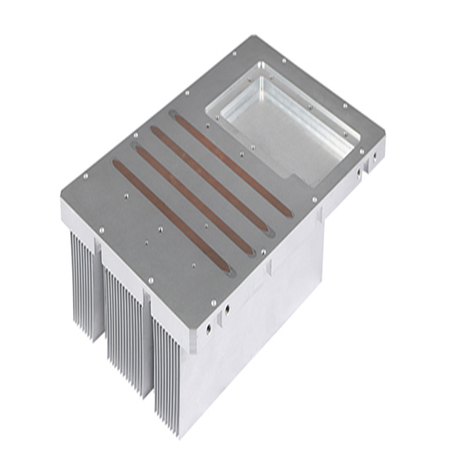
Сочетание экструзии и механической обработки используется для снижения затрат.Некоторые элементы могут быть выдавлены, а более сложные элементы могут быть обработаны.Другой вариант прототипирования — слишком холодные листы машины для уменьшения количества, а затем, после проверки и исправления конструкции, можно изготовить штампы для экструзии.Если вы спроектируете пластину с учетом характеристик экструзии, это поможет снизить затраты на экструзию.

Другой вариант - объединить литье и механическую обработку для изготовления холодных листов.Например, если отливка недостаточно плоская, потребуется вторичная операция, чтобы довести холодную плиту до желаемых характеристик плоскостности.Важно отметить, что отливки в песчаные формы не подходят для вакуумной пайки холодных пластин, поскольку температура плавления большинства используемых сплавов ниже температуры вакуумной пайки.Их использование строго ограничено трубчатыми холодными плитами.Рекомендуется получить котировки для обоих производственных процессов и взвесить преимущества и недостатки.


Как правило, минимальная закупка для экструзии или литья высока, поэтому вам нужно правильное приложение, чтобы оправдать использование этих процессов.Как экструзия, так и литье могут привести к значительной экономии средств в целом.
Плоскостность поверхности оказывает большее влияние на тепловые характеристики холодной пластины, чем шероховатость поверхности, потому что, если пластина не плоская, площадь контакта значительно уменьшается.Стандартная плоскостность составляет 0,001 дюйма/дюйм (0,003 см/см).Следовательно, в пределах одного дюйма от точки измерения самая низкая точка охлаждающей пластины не будет на 0,001 дюйма (0,003 см) ниже самой высокой точки.Если ваши спецификации требуют плоскостности выше 0,001 дюйма/дюйма (0,003 см/см), один из способов сэкономить деньги — указать частичную плоскостность, а не плотную плоскостность по всем направлениям.Например, если вы устанавливаете несколько биполярных транзисторов с изолированным затвором (БТИЗ) на холодную пластину, и для каждого БТИЗ требуется 0,001 дюйма/дюйм (0,003 см/см) по всей подложке, задайте локальную плоскостность отдельных БТИЗ, а не требуйте вся пластина должна быть очень плоской.

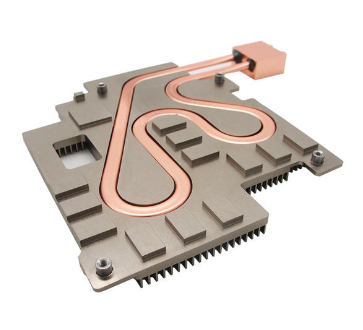
Процесс правки холодных плит обычно включает гидравлический пресс.Для улучшения плоскостности можно использовать обезжиренные разрезы.При скользящем резе машина определяет самую нижнюю точку холодного листа и соскабливает очень мало металла в самой нижней точке и как можно больше металла в более высоких областях, чтобы получить плоскую поверхность.В то время как скользящая резка куска алюминия проста, скользящая резка трубчатой стороны паяной в вакууме охлаждающей плиты или трубчатой охлаждающей плиты является более сложной.Охлаждающие поверхности труб в паяных в вакууме охлаждающих плитах и трубчатых охлаждающих плитах обычно являются хрупкими для оптимизации тепловых свойств.Если охлаждающая пластина не плоская, то поверхностный разрез может быть слишком глубоким, а стенки либо тонкими, либо слишком слабыми, чтобы выдерживать давление и даже разрываться.Или вы можете начать с более толстой охлаждающей пластины, чтобы исключить возможность утечек, но вы пожертвуете некоторыми характеристиками.
Еще одним увеличением стоимости производства холодных пластин является увеличение отверстия.Отверстие может увеличить стоимость холодных досок до 3 долларов. Одной из основных причин увеличения стоимости отверстия является то, что его нельзя перфорировать на пути прохождения жидкости.Следовательно, для охлаждающих панелей трубчатого типа изогнутая часть должна изготавливаться в трубе, а каждая изгибаемая часть изготавливается для увеличения затрат.Для холодных пластин, сваренных в вакууме, необходимо создать островки на пути прохождения жидкости, что также означает, что таблетки с внутренними крыльями должны быть выгружены (EDM).Это значительно увеличит время обработки и приведет к росту затрат.




Есть несколько типов отверстий.Один через отверстие, с одной стороны холодной доски на другую сторону.Второй – резьбовое отверстие с резьбой.Поскольку алюминий относительно мягкий, если компонент или плата часто заменяются, срок службы резьбовых отверстий будет сокращен.Для резьбовых отверстий часто используются защитные приспособления для резьбы.Защита резьбы представляет собой цельную стальную заглушку, которая может увеличить прочность резьбы для применений, в которых может потребоваться частая замена компонентов.Tongkou может быть изготовлен только с одним процессом сверления, и резьбовые отверстия должны быть установлены на одном и том же станке.Оболочка резьбы должна иметь резьбовое отверстие для установки, а установка крышки резьбы завершается за пределами обрабатывающего центра.В целом стоимость прохождения отверстия самая низкая, а стоимость резьбовой оболочки самая высокая.
Строгие допуски на положение и расстояние между отверстиями также увеличивают затраты.Разумные допуски составляют ± 0,005 дюйма (± 0,013 см).Как и в случае плоскостности, указание местных допусков может снизить затраты в возможных ситуациях.Для крупногабаритных холодных досок с относительно большими расстояниями сложнее соблюдать допуски.Одна из причин заключается в том, что из-за увеличения маршевого расстояния головки ножа повысится допуск станка.Другая причина заключается в том, что в механическом цеху может быть температурный градиент до 18 ° F (10 ° C), что приведет к расширению или сжатию холодных пластин до 0,005 дюйма (± 0,013 см).Тонгкоу проще всего указать и с более строгими допусками, потому что Тонг-Конг сделан из инструмента.Допуска резьбовых отверстий добиться не так просто, потому что для изготовления резьбовых отверстий необходимо использовать два типа инструментов.Допуск защиты резьбы наиболее труднодостижим, потому что процесс требует резьбового отверстия, а сам лист резьбы имеет допуск.Все допуски в сумме усложняют производство и удорожают его.Отсутствие маленьких резьбовых отверстий также помогает снизить затраты.Отверстия от 4 до 40 или меньше пробить трудно, потому что метчик сломается в процессе сверления.Чтобы свести к минимуму проблему, необходимо значительно снизить рабочую скорость машины.Одним из способов удовлетворения строгих требований к допускам на холодном листе является увеличение размера установочного отверстия в компоненте или листе.
Минимизация внешнего вида поверхности также важна для снижения затрат, особенно для плит.Сложная форма поверхности обычно должна начинаться с толстых алюминиевых блоков и удалять ненужный алюминий.Это приводит к высокой стоимости сырья и длительному времени обработки.Если внешний вид не может быть устранен, высота аналогичных компонентов на плате может уменьшить потребности в обработке.
Если вы хотите сэкономить больше денег при заказе холодной тарелки, не стесняйтесь обращаться к Winshare, мы можем настроить решение для охлаждения пластины холода который лучше всего подходит для вашего проекта по самой низкой цене.