Pусский
Pусский
По сравнению с жидкостными холодными пластинами для сварки трением с перемешиванием (FSW) и традиционными паяными холодными пластинами, FSW обычно обеспечивает превосходную структурную надежность и более низкое термическое сопротивление на границе соединения благодаря процессу соединения в твердом состоянии, который создает монолитную структуру без присадочных металлов. Тем не менее, паяные холодные пластины часто сохраняют преимущество в сценариях, требующих сложной внутренней геометрии ребер и сверхвысокой плотности поверхности. В то время как FSW предлагает герметичное, высокопрочное решение, идеально подходящее для электромобилей и приложений с высоким давлением, вакуумная пайка остается сильным конкурентом для применений, требующих сложных внутренних путей потока, которые трудно обрабатывать. В конечном счете, «лучшие» характеристики зависят от того, является ли тепловая проблема узким местом соединения (в пользу FSW) или площади поверхности теплопередачи (в пользу пайки).
Понимание основных технологий: определение FSW и пайки
Чтобы точно оценить тепловые характеристики, необходимо сначала понять фундаментальные различия в конструкции этих жидкостных охлаждающих пластин. Жидкостное охлаждение стало стандартом для высокопроизводительных вычислений (HPC), силовой электроники и аккумуляторных блоков электромобилей (EV). Способ герметизации каналов теплоносителя определяет не только долговечность пластины, но и ее тепловые характеристики.
Сварка трением с перемешиванием (FSW) — это процесс соединения в твердом состоянии. В нем используется неплавящийся вращающийся инструмент для генерации тепла трения и пластической деформации в месте сварки, тем самым влияя на формирование соединения, пока материал находится в твердом состоянии. Поскольку основной металл не плавится, микроструктура остается измельченной, а соединение сохраняет тепловые свойства основного материала.
")
Традиционная пайка (в частности, вакуумная пайка) предполагает соединение двух металлических пластин с использованием присадочного металла, температура плавления которого ниже, чем у прилегающего металла. Сборка нагревается в вакуумной печи до тех пор, пока наполнитель не расплавится и не потечет под действием капиллярных сил в соединение. Несмотря на высокую эффективность, это приводит к появлению третьего материала (наполнителя) в тепловом пути.
")
Производственная битва: твердое тело против капиллярного действия
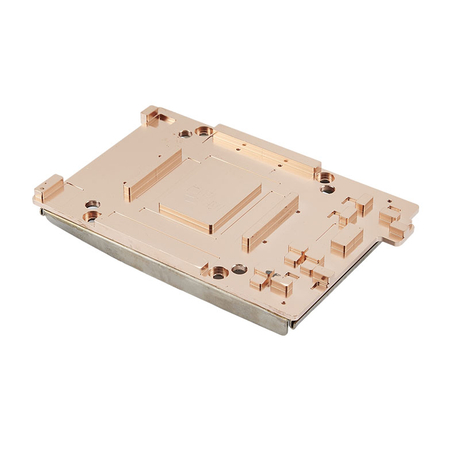
Производственный процесс является основным фактором температурных различий между этими двумя технологиями. При производстве холодной плиты FSW каналы обычно обрабатываются на станке с ЧПУ в опорную плиту. Затем сверху помещается накладка, и инструмент FSW пересекает шов. В ходе этого процесса крышка прикрепляется к основанию. Никаких пустот, пористости и самое главное – никаких посторонних материалов. Полученная деталь действует как цельный кусок алюминия или меди.
И наоборот, паяные холодные пластины часто требуют сложной сборки. Инженеры могут вставить сложенные ребра, ребра со срезанными краями или гофрированные листы внутрь полости перед герметизацией. Пластины зажимаются и нагреваются. Успех этого процесса во многом зависит от качества флюса (если он используется) и равномерности течения припоя. Если присадочный металл создает оксидные включения или пустоты, это создает локализованные «горячие точки», где теплопередача затруднена.
Глубокое погружение: анализ тепловых характеристик и сопротивления
При анализе того, что обеспечивает лучшие тепловые характеристики , мы должны учитывать два различных фактора: термическое сопротивление соединений и площадь поверхности теплопередачи..
Совместная теплопроводность
FSW является явным победителем по совместной проводимости. Поскольку FSW не использует присадочный материал, теплопроводность в зоне сварки практически идентична основному металлу (например, алюминию 6061 или меди 1100). В теплотехнике каждый интерфейс представляет собой барьер сопротивления. Устраняя границу раздела присадочного материала, возникающую при пайке, FSW снижает общее термическое сопротивление ($R_{th}$).
Припои обычно имеют более низкую теплопроводность, чем базовый алюминий или медь. Хотя слой припоя тонкий (часто толщиной в микроны), в приложениях с высоким тепловым потоком (таких как лазерные диоды или IGBT) этот интерфейс может способствовать измеримому повышению температуры. Кроме того, несовершенная пайка может привести к образованию воздушных зазоров, которые действуют как изоляторы.
Площадь внутренней поверхности и турбулентность
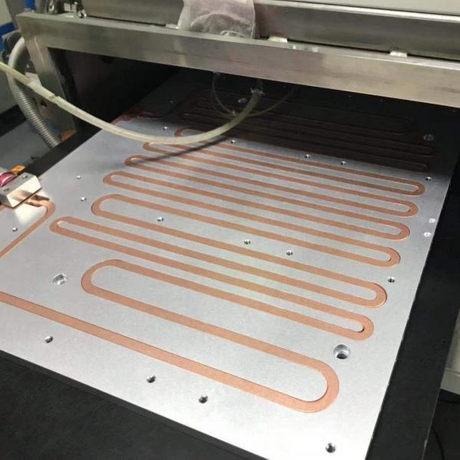
В то время как FSW выигрывает в соединении, паяные холодные пластины часто выигрывают по потенциалу внутренней геометрии. Поскольку процесс пайки создает уплотнение вокруг сложных внутренних компонентов, производители могут наполнить канал для жидкости гофрированными ребрами высокой плотности. Эти ребра значительно увеличивают площадь поверхности, контактирующей с теплоносителем, и вызывают турбулентность, которая разрушает пограничный слой и увеличивает коэффициенты теплопередачи.
FSW обычно ограничивается каналами, которые можно обрабатывать или экструдировать. Хотя сварка трением с перемешиванием позволяет герметизировать сложные пути, установка свободных ребер высокой плотности является более сложной (хотя и не невозможной) задачей по сравнению с методом пайки «сэндвич и запекание». Следовательно, если применение требует большой площади поверхности для компенсации низкого потока охлаждающей жидкости, паяная пластина с внутренними ребрами может превзойти пластину FSW.
| Характеристика | Холодная пластина FSW | Паяная холодная пластина |
|---|---|---|
| Совместная теплопроводность | Высокий (тот же, что и основной металл) | Умеренный (ограничено присадочным сплавом) |
| Внутренняя сложность плавника | Умеренный (обработанные/выдавленные элементы) | Высокий (сложенные плавники, смещенные плавники) |
| Риск утечки | Чрезвычайно низкий (однородная связь) | От низкого до среднего (зависит от качества соединения) |
| Плоскостность/деформация | Высокая стабильность (низкое тепловложение) | Подвержен короблению при нагреве в печи. |
Надежность, пределы давления и предотвращение утечек
Тепловые характеристики ничего не значат, если протекает охлаждающая жидкость. Надежна ли сварка трением с перемешиванием для жидкостного охлаждения? Да, возможно, в большей степени, чем пайка. FSW создает металлургическую связь, которая в некоторых аспектах прочнее, чем исходный материал, из-за измельчения зерна. Он не имеет дефектов и может выдерживать значительно более высокое давление разрыва по сравнению с паяными соединениями.
Паяные соединения со временем подвержены усталости, особенно в условиях высоких температурных циклов (быстрый нагрев и охлаждение) или вибрации (автомобильная промышленность). Несоответствие коэффициентов теплового расширения между присадочным металлом и основным металлом может в конечном итоге привести к образованию микротрещин. При распространении трещины утечка охлаждающей жидкости приводит к катастрофическому выходу из строя электроники. FSW устраняет этот риск, обеспечивая стабильные тепловые характеристики на протяжении всего срока службы продукта.
Гибкость дизайна и внутренняя геометрия
Философия дизайна у них резко различается. Тарелки FSW обычно представляют собой конструкцию, состоящую из двух частей: ванночки и крышки. Путь охлаждения обработан на станке с ЧПУ. Это позволяет оптимизировать пути потока, спроектированные с использованием вычислительной гидродинамики (CFD), чтобы минимизировать падение давления. Гладкие каналы пластины FSW отлично подходят для применений с высокой скоростью потока, где важна мощность накачки.
Паяные пластины позволяют создавать «многослойные» конструкции. Вы можете сложить несколько пластин друг с другом, чтобы создать трехмерные пути подачи СОЖ. Однако за эту сложность приходится платить более высокими перепадами давления из-за часто используемых сложных реберных конструкций. Если насос не может преодолеть падение давления из-за плотного паяного пакета ребер, скорость потока уменьшается, и тепловые характеристики резко падают.
Пригодность приложения: когда выбирать?
Выбирайте холодные плиты FSW, когда:
Надежность имеет первостепенное значение: аккумуляторные батареи электромобилей, аэрокосмическая авионика и медицинские лазеры, где утечки недопустимы.
Требуется высокое давление: Системы, работающие с охлаждающими жидкостями под высоким давлением, требуют прочности на разрыв FSW.
Необходимы большие форм-факторы: FSW масштабируется до очень больших пластин (например, полное охлаждение шасси электромобилей) без ограничений по размеру, как в вакуумной печи.
Чистота материала имеет значение: оборудование для обработки полупроводников, в котором недопустимы остатки флюса или выделение газа наполнителя.
Выбирайте паяные холодные пластины, когда:
Пространство крайне ограничено: когда вам нужна абсолютная максимальная площадь поверхности при минимальной занимаемой площади (например, военные модули постановки помех радарам).
Сложная трехмерная геометрия: приложения, требующие вертикального перемещения охлаждающей жидкости через несколько слоев пластины.
Используются охлаждающие жидкости низкой вязкости: там, где падение давления на внутренних ребрах является управляемым.
Заключение
Итак, жидкостная холодная пластина FSW или традиционная паяная холодная пластина: что лучше? С точки зрения чисто материаловедения и надежности FSW является превосходной технологией . Он обеспечивает более низкое термическое сопротивление на границе раздела, более высокое разрывное давление и нулевой риск загрязнения флюса. Это современный стандарт для автомобильной промышленности и возобновляемых источников энергии.
Тем не менее, пайка сохраняет доминирование в нише в приложениях, требующих сверхплотных внутренних ребер, которые FSW не может легко воспроизвести. Для большинства современных высокопроизводительных применений, которым требуется баланс термической эффективности, герметичной надежности и масштабируемости производства, сварка трением с перемешиванием является предпочтительным решением для управления температурным режимом.